
模具設計中所有結構都是分開設計最后組裝,而工藝的排配或者工藝的拆分也是如此。以簡單的沖壓工藝“打沙拉”為例。
沙拉孔用途:常見的產品沙拉孔作用只有兩個,用于不同產品之間的鉚接或螺絲緊固連接。

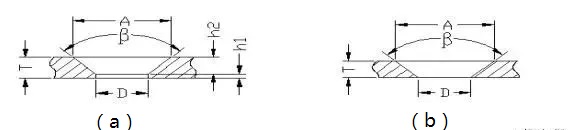
沙拉孔選擇:只要看到產品中有沙拉孔特征都需要先詢問客戶該孔的作用。再根據客戶提供的產品圖詳細的尺寸,設計人員必須以尺寸A與角度β為準,還需要滿足尺寸h1≥0.2mm來進行模具設計。
如果客戶提供的沙拉孔為(b)樣式,則需要向客戶提出復議,解釋無法達成希望客戶將產品的沙拉孔改為(a),并滿足h1=0.2mm。
設計思路:理論上沙拉孔最低分兩步進行成型。(沙拉孔可通過一步、二步、三步實現)如遇內孔要求較高的情況則采用三步完成。
兩步成型工藝
第一:打喇叭口
(1)、沖子尺寸
D1=A+0.2(取小數點后一位);
D1≤8時,取D2≥8;
8<D1≦10時,取D2≥10;
0<D1≦12時,取D2=12以上(包括12),(注:以上數值單位:MM),打喇叭口沖子如下圖C
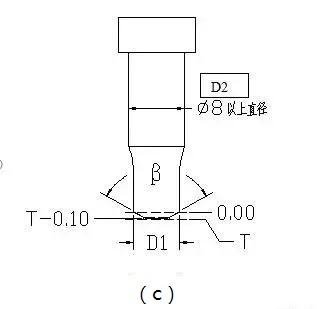
注:沖子喇叭口部高出模板(T-0.10)MM,沙拉沖子D2尺寸為補強受力,建議做到10mm以上。
(2)、沖子需要選用較好材料,熱處理需要保證HRC60及以上硬度為好。
(3)、此結構為了材料的流動性,其下模板必須要做逃料孔。為了防止卡死不脫料,所以孔內需要內頂。
第二步:沖孔
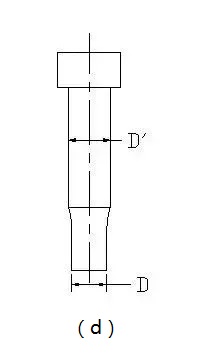
沖子采用常規圓沖結構即可,如下圖D。由于其材料變薄,其單邊沖裁間隙Z值取沙拉孔實際測量位置直段高度h1*5%,如果計算后單邊間隙小于0.03mm,則按Z=0.03mm進行取值即可。
三步成型式
第一步:產品預沖底孔,且預沖孔的大小為沙拉內孔-0.2mm單邊。
第二步:打喇叭口。其取值及技術要領與上工藝類似。
第三步:精沖沙拉內孔,按實際尺寸進行沖裁。
更多知識分享可登陸:www.majima-dent.com/

